公司简介
企业文化
荣誉资质
专业团队
开炼机系列
平板硫化机系列
流延机系列
吹膜机系列
双螺杆挤出机系列
过滤性测试机系列
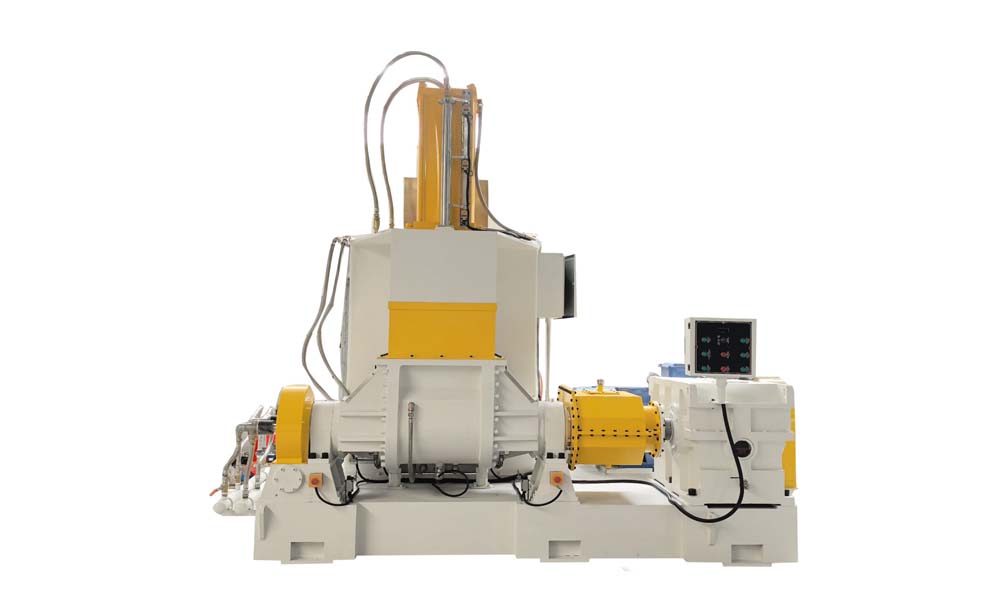
密炼机系列
老化机系列
压延机系列
注塑机系列
其他辅机
企业动态
行业资讯
常见问题
流延机案例
双螺杆案例
吹膜机案例
过滤值案例
开炼机案例
硫化机案例
注塑机案例
密炼机案例
老化机
广东锡华机械有限公司
座机:18664021450
手机:18664021450
联系人:张经理
邮箱:18664021450@163.com
地址:广东省东莞市厚街镇溪宝路9号
时间:2025/12/11 13:34:34 点击:5
适用原料pp、pc、pvc、abs、pe、pa6、ps、pei、pmma、pom、tpu、tpe等。特点伺服系统整机各动作快速、平稳控制性重复性好、超节能
适用于:塑料、橡胶、合成胶、热熔胶、金属粉及各种低粘度物料等各式化学原料的搅拌、捏合、分散。新型防漏设计,拆取更换方便,全新加热…
智能程控系统升级为10寸PLC系统程控,实现压力、温度、时间参数毫秒级精准调控
xh-401电加热系列 electric heating series产品特点 product features:设体积小、易操作、噪音低、节能环保;small size, easy to oper…
用途:用于橡胶、塑料的混炼塑炼,即物料受压砣的压力,在密闭的槽内经过以不同速比回转的两个转子的剪切、挤压、搅拌、折卷等捏炼作用后…
xh-407 抽真空系列 产品特点 涵盖了406c系列的全部系统程控功能增加了热压过程中进行抽真空操作满足特种高温材料、复合材料的真空保压成…
xh-435 小型压延机简介由两个或两个以上的辊筒,按一定形式排列,可分为冷压和热压,将橡胶、硅胶或塑料压制展延成一定厚度和表面形状的…